
服務熱線
13832895888
歡迎訪問唐山市三川鋼鐵機械制造有限公司
服務熱線
13832895888

銷售部:13832895888
供應部:13633361888
郵箱:tsscjx@cegoogle.cn
sanchuan@cegoogle.cn
傳真:0315-2969909
網址:m.wjyhy.cn
地址:唐山市路南區女織寨村南
汽化冷卻是采用軟化水以汽化的方式(充分利用了水汽化潛熱大的優點)冷卻鋼鐵冶金設備并吸收大量的熱量從而產生蒸汽的裝置。其工作過程是,高溫煙氣通過汽化器(汽化煙道壁面),煙氣與汽化器存在著較大的溫差,發生熱傳遞, 高溫煙氣將自身的熱量傳遞給受熱面,同時自身溫度降低。受熱面另一側蒸發管中的水吸收煙氣熱量部分被蒸發,并在蒸發管內形成了汽水混合物。由于水蒸氣的密度相對與水較小,在壓強的作用下蒸氣在蒸發管內上升,通過上升管最終進入汽包,經過汽水分離,水蒸氣從汽包引出進入蓄熱器存儲,最后送入蒸汽管網供生產生活使用。同時水下降到蒸發管底部重新進入到汽化器的下聯箱內,補充的水供給蒸發管內繼續蒸發使用。如此反復循環,不斷冷卻高溫煙氣,產生蒸氣。優點(1)采用水冷卻時,一般用工業水,由于其硬度較高,所以管道易結垢, 結垢后傳熱系數變小,影響傳熱效果,同時使部分管道發生過熱燒壞。當采用汽化冷卻時,一般用軟水可以避免結垢,從而可延長水冷管的使用壽命,減小檢修的工作量。(2)用工業水冷卻時,冷卻水全部排放掉,其帶走的熱量全部流失,未得到回收利用,采用汽冷方式,不但達到冷卻了煙氣的目的,而且可以產生蒸氣回收大量熱能供生產、生活方面使用,如果蒸氣質量較好甚至可以用來發電, 極大的降低了煉鋼成本,有效的降低了能耗。同時也是貫徹治理三廢,綜合利用這一政策的部分措施。(3)從經濟的角度來看,汽化冷卻省水省電,綜合投資費用較少,而且返本較水冷快。

沈文榮:造就中國最大民營鋼企的鋼鐵沙皇46年出生于蘇南一個普通農民家庭,68年中專畢業后進入沙洲縣錦豐軋花廠當鉗工。由于在廠各方面表現突出,很快成為老廠長張耀生的培養對象和左膀右臂。1975年扎花廠組織籌軋鋼廠投產,這就是后來的沙鋼原身,10年后沈文榮成為這家軋鋼廠的廠長,正式踏上鋼鐵創業之路。歷經40多年的拼搏,沙鋼從默默無聞的縣級小企業發展成為中國最大的民營鋼企。那個每天站在廠門口,跟每個進廠工人打招呼的樸素的身影也成為了中國鋼鐵沙皇。

鋼坯夾鉗主要由吊梁、連桿、自動閉鎖裝置、同步器、鉗臂、支板和鉗牙七部分組成。吊梁吊梁是與天車鉤相連的部件,有吊環卸扣式聯接、吊索具式聯接和吊耳式聯接三種結構。吊環卸扣式聯接吊軸,使吊具的受力情況改善,同時也避免了裝卸鋼坯時的脫鉤現象,降低了夾具本身的高度,有利于低矮的場所使用。吊索具式聯接吊軸,使夾具的受力較好,但吊具自身的高度大,需在高大的場所使用,在掛吊鉤時需用人工進行輔助掛鉤。吊耳式聯接吊軸,可由吊車司機直接掛鉤, 但在吊裝作業時需使吊具著地,并下放吊鉤直至不受力為止,這樣,易導致吊車鉤脫鉤。連桿連桿是吊梁和鉗臂的連接件。自動閉鎖裝置自動閉鎖裝置有手動抬桿式、(自動)雙鉤式、(自動)單鉤式、(自動)轉鎖式等形式。自動閉鎖裝置是實現鋼坯夾具自動開閉的機構。 其動作不需要任何外來動力源,靠夾具自身的重力實現夾具的自動開閉。起閉機構的加油潤滑:必須定期(2~3天)加潤滑油(或機油),然后上下動作幾次,直至潤滑完全。嚴禁加過量的潤滑脂潤滑!同步器同步器是保證夾具各鉗臂同步動作的裝置。鉗臂鉗臂是夾具的主要增力部件,通過它把鋼坯夾起。支板支板是鋼坯夾具的支撐件。支板支在鋼坯的上表面以保證鋼坯夾具的啟閉機構順利動作。鉗牙鉗牙有銷軸聯接式、燕尾聯接式和槽形插接式等結構。鉗牙是與鋼坯直接接觸的主要零件, 決定著鋼坯夾具夾持鋼坯的可靠性。

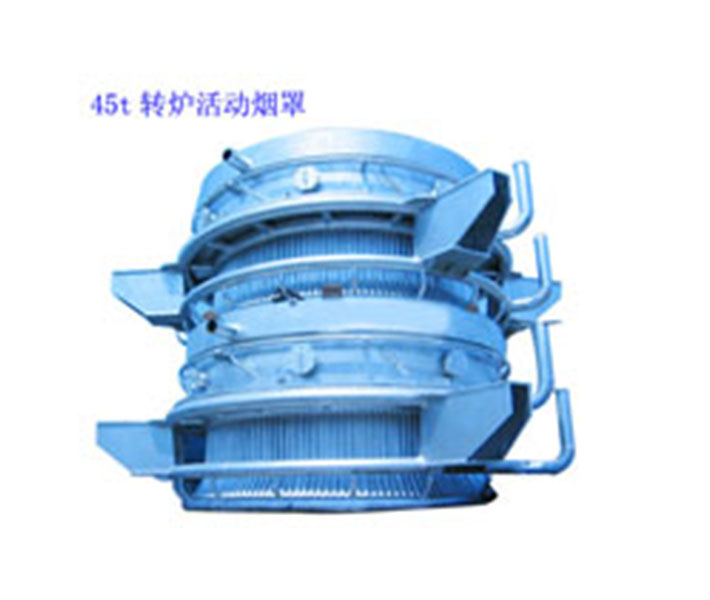
1、高溫熔融物爆炸(1)鋼水、鐵水、鋼渣以及煉鋼爐爐底的熔渣都是高溫熔融物,與水接觸就會發生爆炸。當1 kg水完全變成蒸汽后,其體積要增大約1500倍,破壞力極大。(2)煉鋼爐、鋼水罐、鐵水罐、中間罐、渣罐漏鋼、漏渣及傾翻時發生爆炸;往潮濕的鋼水罐、鐵水罐、中間罐、渣罐中盛裝鋼水、鐵水、液渣時發生爆炸;向有潮濕廢物及積水的罐坑、渣坑中放熱罐、放渣、翻渣時引起的爆炸;向煉鋼爐內加入潮濕料時引起的爆炸;鑄鋼系統漏鋼與潮濕地面接觸發生爆炸。2、水冷系統漏水爆炸煉鋼工藝設備多屬高溫作業,故水冷系統較多,如轉爐煙罩、爐口水冷系統、RH水冷系統、連鑄機結晶器的水冷系統等,易發的故障是水冷系統泄漏、與高溫液體易發生爆炸的危險煉鋼廠因為熔融物遇水爆炸的情況主要有:轉爐氧槍,轉爐的煙罩,連鑄機的結晶器的高、中壓冷卻水大漏,穿透熔融物而爆炸;煉鋼爐、精煉爐、連鑄結晶器的水冷件因為回水堵塞,造成繼續受熱而引起爆炸。
廢鋼是鋼鐵工業的綠色原料煉鋼設備廠家專業呂梁,隨著取締“地條鋼”和國家對環保的嚴格要求,各大鋼鐵企業都在大力提高廢鋼比。目前,我國電爐鋼的比例還不到10%,轉爐流程仍是我國產鋼的主流程,因此有必要開發高效、清潔的轉爐流程提高廢鋼比技術。目前,轉爐流程大生產中采用的提高廢鋼比的手段主要有:廢鋼預熱(鐵水包預熱、轉爐爐前及爐后預熱等)、轉爐加入補熱劑(焦炭、焦丁、FeSi、SiC等)。但上述兩類提高廢鋼比的技術均有一定的不足:前者需要專門的加熱設備煉鋼設備廠家專業呂梁,后者往往以犧牲鋼水質量為代價。此外,國外還開發了KMS工藝,但因存在噴粉元件壽命短等不足,并沒有在大生產中廣泛應用。因此,如何在不污染鋼液的前提下提高轉爐廢鋼比,已成為亟須解決的關鍵共性難題。此外,單轉爐超40%的大廢鋼比技術也一直是冶金工作者關注的熱點課題。 轉爐二次燃燒氧槍是一種在不污染鋼液的前提下提高轉爐廢鋼比的技術。二次燃燒氧槍是在傳統煉鋼氧槍的基礎上,通過設計合理的副孔,使主孔射出氧氣射流進行脫碳反應,利用副孔射出的氧氣射流與爐內一氧化碳燃燒產生大量的熱量,使轉爐自身熱量得到較充分利用,進而提高轉爐廢鋼比。盡管國內外已對轉爐二次燃燒氧槍技術進行了大量研究,且有的已達到工業應用水平,但目前國外關于該技術在大工業生產中規模化應用的報道很少,而國內目前還未見該技術的大生產規模化應用。因此,煉鋼設備廠家專業有必要對二次燃燒氧槍技術進行深入研究并使其實現工業化應用。本文首先進行了提高廢鋼比的轉爐二次燃燒氧槍技術大生產規模化應用研究;在此基礎上,基于二次燃燒氧槍技術,研究者提出了一種廢鋼比超過40%的單轉爐大廢鋼比技術,并通過大生產試驗,驗證了其大生產應用的可行性,為其大生產規模化應用奠定了基礎。


